奇力迷你字高光機操作教程
文泰雕刻(ke)機(ji)軟件培訓大(da)綱
一、刀具管理
1:刀(dao)具的(de)分類
2:參(can)數的設(she)置
3:添加刀具(ju)
二、雕刻路徑的保存(cun)
1: 代碼(ma)格式
2: 保存路徑
3: 保存類型
4: 抬(tai)刀(dao)高度
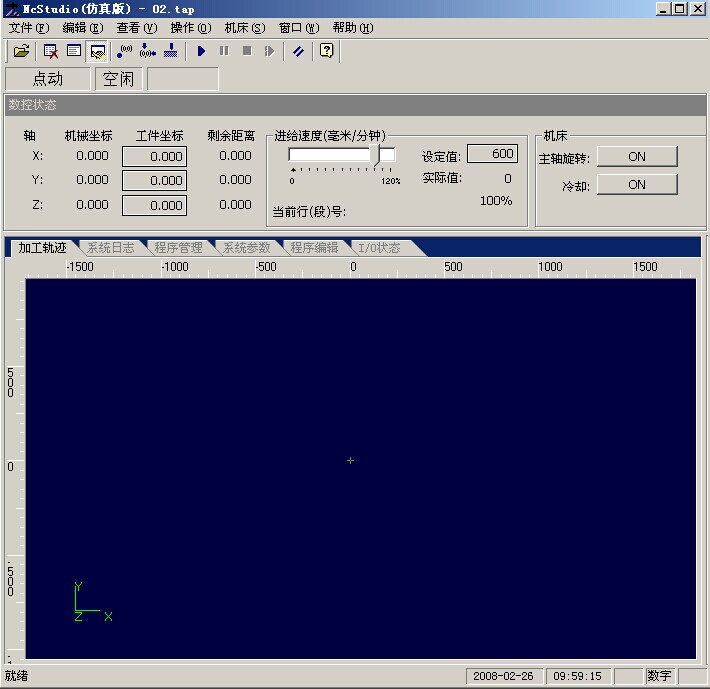
三、維宏系統(NcStudio)的操作步驟021shzl.com
1:開(kai)機(ji)復位
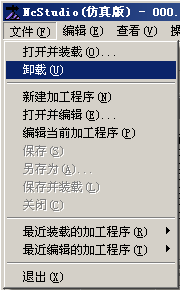
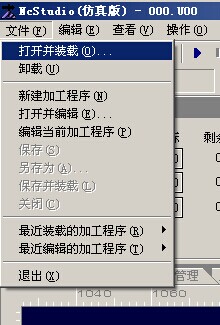
2:卸載、載入雕刻文件(jian)
3:仿(fang)真(zhen)、取消仿(fang)真(zhen)
4:定加工原(yuan)點
5:放慢速度(du)、打開并調(diao)整主(zhu)軸速度(du)、開始加工(gong)
6:調整加工速度
7:加工(gong)完畢

一、刀具管理 
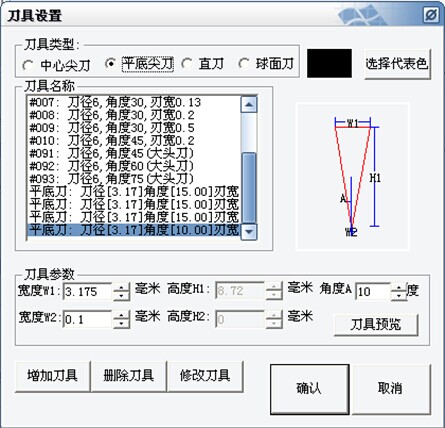
1:刀具(ju)的(de)分類
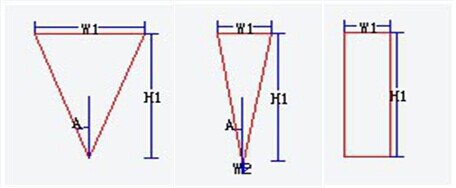
中心尖刀 平底尖刀 直刀(鑄刀)
2:保存類型
抬刀高度(du): 根據情(qing)況而��������定,其中抬刀高度(du)越(yue)高,加������工(gong)速(su)度(du)也(ye)就越(yue)慢(man)
保(bao)存完畢后(hou)即可(ke)進入雕刻機的(de)操作環節了,設計部(bu)分請參看幫(bang)助文(wen)件即可。雕刻部分請學(xue)習(xi)雕刻幫助
二、雕刻機控制系統操作步驟021shzl.com
1:回機械原點(在任務(wu)欄(lan)中的操作中有回(hui)機械(xie)原點(dian))
2:定義雕刻原點(X軸(zhou)Y軸(zhou)定0點)
3:對刀(定Z軸0點)
4:打開并裝載(調出(chu)要雕刻的(de)文件)
5:仿真(模擬)
6:調節進給速度(雕刻速(su)度)和調節主軸轉速(雕刻速(su)度)
7:開始雕(diao)刻

三、維宏運動控制系統Ncstudio™ V5.4.55的操作步驟021shzl.com
(一(yi))
1:開機復位
打開NcStudio點擊菜單 操作→ 回機械原點 → 提示復位,單擊全部軸也可以分別復位
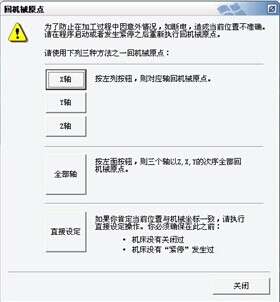
復位完成后(hou)(機器停止運動后(hou))
單擊關閉(bi)即可
2:卸載、載入雕刻文件
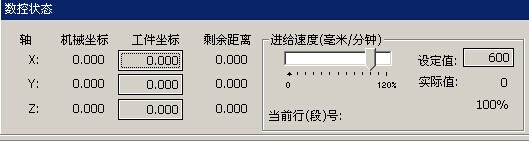
3:定加工原點(dian)
當(dang)刀尖對準材料左下角時,將(jiang)工作坐標X、Y 清零
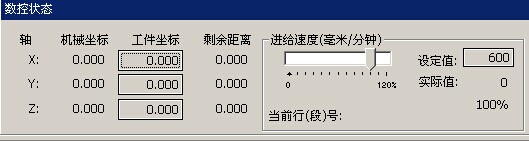
4:對刀
用(yong)手動(dong)Z軸向下運動(dong),當刀尖接(jie)觸到(dao)材料(liao)表����面時將Z工件坐標 清零
5:仿真(zhen)、取消仿真(zhen)<快捷鍵F8>
(仿(fang)真(zhen):在(zai)��加工軌(gui)跡窗(chuang)口中(zhong)觀看(kan)文(wen)件是否正(zheng)(zheng)確,加工文(wen)件不能(neng)超出軟件中(zhong)����的綠色(se)方框,正(zheng)(zheng)確無誤后取消仿(fang)真(zhen))
6:放慢 進給速度、打開并調整 主軸速度(注意:確保主軸冷卻水循環正常)
7:點擊開始 按鈕 (F9) 加工;
暫停 (F10)
停止 (F11)


(二)、雕刻軟件做各種路徑對刀具的選擇021shzl.com
1:切割路徑:
一般選擇直(zhi)刀(dao)類,切割深(shen)度越(yue)深(shen)就(jiu)選擇刀(dao)徑(jing)越(yue)大(da)(da)的(de)直(zhi)刀(dao),材料越(yue)硬(ying)�����就(jiu)選擇刀(dao)徑(jing)越(yue)大(da)(da)的(de)直(zhi)刀(dao),要切翻的(de)圖(tu)形(xing)越(yue)大(da)(da)就(jiu)選擇刀(dao)徑(jing)越(yue)大(da)(da)的(de)直(zhi)刀(dao)。
2:二維雕刻路徑:
一(yi)般選擇平底尖刀類,要雕刻的圖(tu)形越(yue)大就(jiu)選(xuan)擇角(jiao)度越(yue)大、刃寬(k�������uan)越(yue)����大的平底尖刀(dao)
3:三維雕刻路徑:
一般選擇中心尖刀類里的三維刀,要雕(diao)刻的圖形越大就選擇角度越大的三維(wei)刀.
(三)、雕刻各種材料對刀具的選擇021shzl.com
1:有機玻璃(壓克力)
切割一(yi)(yi)般用直(zhi)刀(dao),板材越(yue)(yue)厚就(jiu)用刀(dao)徑越(y��������ue)(yue)大的(de)直(zhi)刀(dao).二維雕(diao)刻一(yi)(yi)般用平底尖(jian)刀(dao)類,要(yao)雕(diao)刻的(de)��������圖形越(yue)(yue)大 就(jiu)選(xuan)擇角(jiao)度(du)(du)越(yue)(yue)大、刃寬越(yue)(yue)大的(de)平底尖(jian)刀(dao)。三(san)維雕(diao)刻一(yi)(yi)般用中心尖(jian)刀(dao)類里的(de)三(san)維刀(dao),要(yao)雕(diao)刻的(de)圖形越(yue)(yue)大就(jiu)選(xuan)擇角(jiao)度(du)(du)越(yue)(yue)大的(de)三(san)維刀(dao).
2:雪浮板(ban)(PVC)
切割(ge)一(yi)般(ban)用直(zhi)刀,板材越(yue)厚就(jiu)用刀徑越(yue)大(da)的(de)(de)直(zhi)刀.二維(wei)雕(diao)刻(ke)一(yi)般(ban)用平底(di)尖刀類,要(yao)(����yao)雕(diao)刻(ke)的(de)(de)圖形越(yue)大(da) 就(jiu)選擇(ze)(ze)角度(du)越(yue)大(da)、刃寬越(yue)大(da)的(de)(de)平底(di)尖刀。三維(wei)雕(diao)刻(ke)一(yi)般(ban)用中心尖刀類里(li)的(de)(de)三維(wei)刀,要(yao)(yao)雕(diao)刻(k������e)的(de)(de)圖形越(yue)大(da)就(jiu)選擇(ze)(ze)角度(du)越(yue)大(da)的(de)(de)三維(wei)刀.
3:雙色板
切割一般用平(ping)底尖(jian)(jian)刀。二維(wei)雕(diao)刻一般用平(ping)底尖(jian)(jian)刀類,要雕(diao)刻的(de)圖(tu)形(xing)越大就(jiu)選擇(ze)角度越大、刃寬(kua��n)越大的(de)平(ping)底尖(jian)(jian)刀。
4:木材
切(qie)割一(yi)般用直刀,板(ban)材越(yue)(yue)厚就(jiu)(jiu)(jiu)用刀徑越(yue)(yue)大的(de)(de)(de������)直刀。二(er)維(wei������)雕(diao)刻(ke)一(yi)般用平(ping)底(di)尖刀類,要(yao)雕(diao)刻(ke)的(de)(de)(de)圖(tu)形越(yue)(yue)大就(jiu)(jiu)(jiu)選擇角度(du)(du)越(yue)(yue)大、刃寬越(yue)(yue)大的(de)(de)(de)平(ping)底(di)尖刀。三維(wei)雕(diao)刻(ke)一(yi)般用中(zhong)心尖刀類里(li)的(de)(de)(de)三維(wei)刀,要(yao)雕(diao)刻(ke)的(de)(de)(de)圖(tu)形越(yue)(yue)大就(jiu)(jiu)(jiu)選擇角度(du)(du)越(yue)(yue)大的(de)(de)(de)三維(wei)刀。
(四)、雕刻機控制系統注意事項021shzl.com
1:在雕刻(ke�����)機和軟件(jian)沒(mei)有關(guan)閉、材料�����厚度不變、刀具不變的情況下不需要重新對刀。
2:如(ru)重(zhong)(zhong)新(xin)裝上了(le)刀具就要重(zhong)(zhong)新(xin)對刀才能(neng)進(jin)行����雕(diao)刻(ke)。
3:在雕刻機和軟(ruan)件沒有(you)關閉、材(cai)料沒有(you)移動,排(����pai)版(ban)的版(ban)面沒有(you)改動,��������雕刻的版(ban)面是(shi)同-個的情況下(xia)不需要重新定(ding)義雕刻原點。
4:在(zai)同(tong)一(yi)個版面里只(zhi)要是同(tong)一(�������yi)種刀具(ju���������)做(zuo)的(de)路徑可以(yi)一(yi)起(qi)輸出雕刻。
5:一般(ban)情況下先(xian)雕里面的(de)后(hou)調(diao)外面的(de),先(xian)雕小的(de)后(hou)調(diao)大的(de),先(xi������an)雕沒有雕通������的(de)后(hou)雕雕通的(de)。
奇力雕刻機各種刀具的雕刻速(su)度(進給速度)021shzl.com
只針(zhen)對有機玻確(壓克力(li))及雙(shuang)色板材料
一:中心尖刀及平底尖刀類
雕刻(ke)深度為(wei)1mm以下 所有(you)類型的中心(xin)尖(jian)刀及平底��尖(jian)刀雕刻(ke)速度為(we�������i)80-100%
雕刻(ke)深(shen)度為(wei)1mm以上(shang)2mm以下 所有(you)類������型的(de)中心尖刀及平底尖刀雕刻(ke)速度為(����wei)60-80%
雕刻深度為2mm�����以(yi)上3mm以(yi)下 所有類型的中心尖(jian)刀及平底尖(jian)刀雕刻速������(su)度為50-70%
雕(diao)刻深度為(wei)(wei)3mm以(yi)上5mm以(�����yi)下 所(suo)有類型的中心(xin)尖(jian)刀及平底尖(jian)刀雕(diao)刻速度為(wei)(wei)40-60%
雕(diao)刻深度為5mm以上 所有類型的(de)�����中心尖刀及(ji)平底尖刀雕(diao)刻速度為40%以下
二:直(zhi)刀類
1:雕刻深度為1mm以下
直刀:刀徑(1.5mm)刃(ren)高(gao)(5.00) 雕刻(ke)速度為(������wei)20%以下
直刀:刀徑(2.Omm)刃高(gao)(8.00)雕刻速度為30%以下(xia)
直刀(dao):刀(dao)徑(2.5mm)刃(������ren)高(12.00)雕刻(ke)速(su)度為40%以下
直刀(dao):刀(dao)徑(3.Omm)刃高(25.00)雕刻速度為50%以下
直刀:刀徑(4.Omm)刃高(22.00)雕(diao)刻速度為(wei)60%以下
直刀:刀徑(jing)(6.Omm)刃高(25.00雕(diao)刻速度為70%以下
2:雕刻深(shen)度為1mm以上(shang)2mm以下(xia)
直刀(dao):刀(dao)徑(jing)�������(1������.5mm)刃高(5.00) 雕刻速(su)度為15%以下
直(zhi)刀(dao):刀(dao)徑(2.Omm)刃高(8.0��������0)雕刻速�����度(du)為20%以(yi)下
直刀(dao):��������刀(dao)徑(2.5mm)刃高(12.00)雕(diao)刻速度�������(du)為30%以下
直(zhi)刀:刀徑(3.Omm)刃高(gao)(25.00)雕刻速(su)度為40%以下
直刀:刀徑(jing)(4.Omm)刃(ren)高(22.00)雕刻速度為50%以下
直刀:刀徑(6.Omm)刃高(25.00雕刻速度為70%以下
3:雕刻深度為2mm以上4mm以下
直刀(dao):刀(da�����o)徑(2.Omm)刃(ren)高(8.00)雕刻(ke)速(su)度為������(wei)10%以下
直(zhi)刀(dao):刀(dao)徑(2.5mm)刃高(12.00)雕刻速(��������su)度為15%以下
直刀:刀徑(jing)(3.Omm)刃(ren)高(g�������ao)(25.00)雕(diao)刻速度為25%以(yi)下
直(zhi)刀(dao):刀(dao)徑(4.Omm)刃高(22.00)雕刻速度(du)為35%����以下
直刀:刀徑(6.Omm)刃高(25.00雕(diao)刻速度為50%以下
4:雕刻(ke)深度(du)為4mm以(yi)上7mm以(yi)下
直(zhi)刀(dao)(dao):刀(dao)(dao)徑������(3.�������Omm)刃高(25.00)雕刻速度為20%以下
直刀:刀徑(4.Omm)刃高(22.00)雕刻速度為30%以下(xia)
直刀(dao):刀(dao)徑(6.Omm)刃高(25.00雕刻速度為45%以下
5:雕刻深度為7mm以上10mm以下
直刀:刀徑(3.Omm)刃高(25.00)雕刻速(su)度為10%以(yi)下(xia)
直刀(dao):刀(dao)徑(4.Omm)刃高(22.00)雕刻速度為(wei)15%以下
直(zhi)刀:刀徑(6.Omm)刃高(gao)(25.00雕刻速度為25%以(yi)下
6:雕刻(ke)深度為10mm以上15mm以下
直刀(dao):刀(dao)徑(3.Omm)刃高(25.00)雕刻(ke)速度為7%以下
直刀:刀徑(4.Omm)刃高(22.00)雕刻速度為10%以下(xia)
直刀:刀徑(6.Omm)刃高(25.00雕刻速度為(wei)15%以下
7:雕刻深度為15mm以上(shang)
直刀(dao):刀(dao)徑(4.Omm)刃(ren)高(22.00)雕刻速(su)度為7%以下
直刀(dao):刀(dao)徑(6.Omm)刃高(25.00雕刻速度為10%以(yi)下
三(san):三(san)維刀類
只(zhi)要是用三(san)(san)維(wei)刀(dao)做三(san)(san)維(wei)路徑雕刻(ke)速(su)度(du)為7������0%以(yi)上,深度(du)越淺(qian)速(su)度(du)就越快,如用三(san)(san)維(wei)刀(dao)切割雕刻(ke)速(su)度(du)與直刀(dao):刀(dao)徑(4.Omm)刃高(22.00)一(yi)樣。
奇力(li)雕(diao)刻機反饋表
| 切割 | 點(dian)“割(ge)”做路(lu)徑(1) 刀(dao)(dao)具選擇(直刀(dao)(dao))(2)輪廓線選擇(自(zi)定)(3)雕刻深度0(以(yi)臺面對刀)(4)順(shun)逆順(shun)序選擇(自定) | | |
| 二維 | 點“2D”做路徑(1)刀(dao)具選擇(平底刀(dao),且(qie)兩次都是同一(yi)把(ba)刀(dao))(2)銑底方(fang)式選擇(自定)(3)雕刻深度自定(有深度(du)/以(yi)材料(liao)對(dui)刀)(4)二(er)次銑底方(fang)式(shi)選擇(ze)(勾邊) | | |
| 三(san)維 | 點“3D”做路徑(1)刀(dao)具選擇(ze)(三維刀(dao))(2)雕(diao)刻深度自(zi)定(ding)(有(you)深度/以材料對刀)(3)注意:三維路徑必(bi)須(xu)是一條線 | | |
| 線條 | 點“割(ge)”做路徑(1) 刀具(ju)選擇(平底(di)刀)(2)輪廓選擇(原線輸出(chu))(3)雕刻深度(du)(自定,一般很(hen)淺/以材料對刀) | | |
| 斜(xie)邊 | 點“割”做路徑(1)刀具選擇(三維刀/扇形(xing)刀(dao),直刀(dao))(2)先用三維刀/扇(shan)形刀以原線(xian)輸出做路徑(要有(you)雕刻深(shen)度/以材(cai)料對刀)再用直刀以外(wai)輪廓(kuo)做路徑(jing)(雕刻深度(du)0/以臺面對刀)(3)注意(yi):只定一次(ci)點,但是(shi)要換刀,對(dui)刀) | § | |
| 鑲嵌(qian) | 就(jiu)是(shi)切割:(1)先做(zuo)外輪廓切割路(lu)(lu)(lu)徑,保存完(wan)路(lu)(lu)(lu)徑后把路(lu)������(lu)(lu)徑刪除。(2)再把文(wen)字或(huo)圖形加(jia)粗一(yi)點做(zuo)����內輪廓路(lu)徑(要點鑲嵌路(lu)徑,間隔(ge)1—2,還要(yao)點保留尖(jian)角)(3)注意:兩次路(lu)徑(jing)必須用同一把到做路(lu)徑(jing) | | |
| 雙色板 | 點“2D”做路徑(1)做路徑和二(er)維(wei)是(shi)一(yi)樣的(de),只(������zhi)是(shi)雕刻深度很淺(2)要切下來用平底刀就可以了 | | |
| 保存文件 | (1)配(pei)置文件(jian)列表(標準G代碼)(2)輸出文(wen)件(jian)必須(xu)有(.NC)后(hou)綴(zhui)格(ge)式(shi)的文件(3)抬(tai)刀距離(切割必(bi)須大于材料厚度的3—10mm(因為以臺面(mian)對(dui)刀(dao)),二維/三維(wei)/線條(tiao)/斜邊(bian)的三維刀路(lu)徑/雙色(se)板(ban)只須抬2—8mm(因(yin)為(wei)以材料面對刀) | | |
| 機器操作 | (1)回機械原點(在任務欄(lan�������)中(zhong)的操作中(zhong)有(you)回(hui)機(ji)械�������原點)(2)定義雕刻(ke)原點(X軸Y軸定0點(dian))(3)對刀(定Z軸0點)(4)打開并裝載(zai)(調出要(yao)雕刻的文件)(5)仿真(zhen)(模(mo)擬)(6)調節(jie)進給速度(du)(7)開(kai)始雕刻 | | |
| 雕刻(ke)機刀具的選擇(ze) 一.使用時單刃(ren)刀具聲音大
單刃(ren)刀具在結構上來說,因只有一邊有刃(ren),加工效率上要稍微(wei)低點(dian)。解決方法:����適(shi)當(dang)降低旋(xuan)轉(zhuan)速(su)度,檢查夾頭內�������是否(fou)有異(yi)物或固定裝置有無問(wen)題。
二(er).刀具壽命短
1.使用刀(dao)具跟機器本(ben)身(shen)設定(ding)不符,需調整機器參數。
2.加工材(cai)(cai)質過硬。解��������決方法:建議(yi)使(shi)用刀具材(cai)(cai)料������較好的(de)進口(kou)刀具。
三.刀具振(zhen)動
刀具重心(xin)偏(pian)移(yi),轉動(dong)時的(de)離心(xin)力變大(da),導致轉������動(dong)時振(zhen)動(dong)。解決方法:降(jiang)低夾頭(tou)(tou)夾刀位置(即(ji)要(yao)盡量縮(suo)短(duan)夾頭(tou)(tou)底部露出的(de)刀頭(to�����u)(tou)長度)。機器主軸夾頭(tou)(tou)抓刀不(bu)穩(沒有夾牢(lao)),產生振(zhen)動(dong)。
四.加工(gong)面不光滑、白邊、抖紋
1.刀(dao)刃磨損過快,變得不鋒利(出現白邊)。
2.加工件(jian)沒固定好(hao)。(�������出現白邊,抖(dou)紋)解決方(fang)法:檢(jian)查(cha)加工件(jian)和刀具固定情況,重新裝夾(jia)。
3.旋(xuan)轉速(su)度(du)與移動(dong)速(su)度(�����du)不符(一開(kai)始(shi)便出(chu)現白邊(bian))解(jie)決方(fang)法:調整轉速(su)跟移動(d������ong)速(su)度(du)比率。
4.刀(dao������)具(ju)類型選(xuan)(xuan)擇不對,不同材(cai)料因根據材(������cai)料的特(te)性選(xuan)(xuan)擇不同的刀(dao)具(ju)。
五.崩刃
1.加工件有(you)異物(wu)解決方法:檢查加工件的材質含量,加工件表面有(you)無其(qi)它物(w������u)件。
2.加(jia)工(gong)工(gong)件沒固(gu)定好(hao),抖(dou����)動很大(da)。解決方法:檢查(cha)加(jia)工(gong)件固(gu)定情況(kuang),如有問(wen)題重新固(gu)定原因(yi�������n)。
六.斷刀
1.移(yi)動速度(du)過快導致橫(heng)向(xiang)沖力過高(gao)。解決(jue)方法(fa):適當降低移(yi)動速度(du)(推薦)如果不(bu)改(gai)變(bian)移(yi)動�������速度(du),就(jiu)適當提高(gao)旋轉速度(du)。
2.移動速(su)(su)度(du)(du)正(zheng)常,但旋轉(zhuan)速(su)(su)度(du)(du)過低(di)。解決方法:適當(dang)提高旋轉(zhuan)速(su)(su)度(du)(du)(一般轉(zhuan)速������(su)(su)在18000-24000之間(jian))。
3.刀(dao)具刃徑過細,容易斷。解決方法:開始(shi)加(jia)工時,最慢速(移動速度(du))開始然(ran)后逐������(zhu)步提升最終(zhong)移������(yi)動速(su)度也(ye)不(bu)宜過快(kuai)。
七.排屑(xie)不好
1.旋轉(zhuan)速(su)(su)度(du)�������與移(yi)動速(su)(su)度(du)不符。解決方法:適當(dang)調整機器速(su)(su)度(du)設定。
2.刀(dao)具(�������ju)類(lei)型與所加工材質特性不符(fu)。解決方法:改用其它類(lei����)型刀(dao)具(ju)測試。
3.刀(dao)具(ju)已經磨損。解決方法:刀(dao)具(ju)使用時間過長(chang)或磨損,更換新的刀����(dao)具(ju)。
◆注◆:1.精細文(wen)(wen)字�������圖(tu)案(an)雕刻時(shi)應選用(yong)小(xiao)角(jiao)度(du)、小(xiao)刀(dao)尖(jian)刀(dao)具(ju),大(da)文(wen)(wen)字圖(tu)案(an)雕刻時(shi)在不影(ying)響精度(du)要求的(de)情(qing)況下盡量選用(yong)大(da)������角(jiao)度(du)、大(da)刀(dao)尖(jian),雕刻刀加工路徑設計(ji)時,盡量選用刀具角度和刀尖(jian)最(zu�����i)大(da)化以提(ti)高雕(diao)刻(ke)效率。雕(diao)刻(ke)材(cai)質較(jiao)硬材(cai)質角度應大(da),刀尖(jian)宜大(da)。
2.小功率的(de)主軸電機(ji)(夾具(ju)較小的(de))宜選用(yong)小柄刀具(ju)(3.175毫米、4.0毫米)走刀(dao)速度不應太(tai)快,在高速銑削中保持最小的阻力,獲得最佳切(qie)割效(xiao)果,大功率電(dian)機可以選用大柄徑刀(dao)具(ju)�������來提高雕刻速度。
3.刀具刃(ren)長的選擇應(ying)是,在加工板(ban)材厚度(du)上加2-3MM為最合適的刀具(ju)刃長。切割(ge)壓克力(li)電機轉速在18000—24000轉/分,刀具刃長(chang)過長(chang)不宜用來加工較硬材(cai)質。
4.頻�����繁斷刀,除了跟(�����gen)刀具(ju)質量有(you)關系。還跟(gen)你(ni)的雕刻設(she)置習慣(guan),雕刻機導軌電(dian)機精度,板材,以及夾具等有關。 雕刻(ke)機刀具(ju)使用的基本知識 尖刀(硬質合金) 雙刃(ren)螺旋(xuan)銑刀(硬質合金(jin))
主要功能:二D平面雕刻、二D切割(ge)、三D挑角。
雕刻適用材質:雙色板(ban)(ABS)、壓克力也(ye)可用於銅、鐵、鋁、塑膠(����jiao)及其它(ta)各(ge)類金屬(shu)(shu)非金屬(shu)(shu)材(cai)。
注意事(shi)項:雕刻金(jin)屬時應(ying)添(tia�����n)加冷卻劑,為加快雕刻速度應(ying)選(xuan)用(yong)較寬的刀(dao)尖。
���為(wei)滿足精細雕刻用(yong)戶的(de)要(�����yao)求(qiu)市場(chang)更(geng)推(tui)出(chu)三凌(ling)刀、四凌(ling)刀
主要功能(neng):二D切割、二D平面雕刻。
雕(diao)刻適用材質:壓克力、PVC。
黑色(se)金屬特點:對於壓克(ke)力的(de)立式切(qie)割加(jia)工具有良(liang)好的(de)�������耐(nai)熱������性和耐(nai)磨性,螺旋刃切(qie)又保證其物面的(de)光滑性,在切(qie)割加(jia)厚板(ban)材時(shi)有上佳的(de)表(biao)現,它也可(ke)以(yi)用(yong)來(lai)加(jia)工黑色(se)金屬,如鐵(tie)、鋼等。
3D雕(diao)刻刀(硬質合金) 單槽(cao)螺(luo)旋刀(硬質合金(jin))
主要功(gong)能:三D挑角、倒角。
雕刻適用材質:壓克力、PVC、也(ye)可用於密度板、中等(deng)硬度木材。
注意事項:無論(lun)正雕(diao)、還是反(fan)雕(diao),一定保(bao)持雕(diao)刻(ke)平(������ping)�������(ping)面(mian)的(de)平(ping)(ping)整,選擇合(he)適的(de)刃寬進行三D挑角雕刻(ke)顯得很重(zhong)要,建議小幅面雕刻(ke)機(ji)使用刃寬不要超過22MM,大幅面雕刻機使(shi)用合適刃寬(kuan)的刀具(ju)可以加(jia)快雕刻速度。
主(zhu)要功能:二(er)D切(qie)割(ge)適用材質:壓克力、PVC、中密(mi)度板。
特點(dian):結合單槽設計強切(qie)削力和排(pai)屑暢(chang)快�����的(de)優(you)點(dian),而螺旋刃切(qie)削又保(bao)證切(qie)割物面光滑性(xing),在大(da)量加工(gong)PVC、中密度板(ban)有著上佳的工作效率(lv)。
雙刃螺旋下切刀(dao)(硬質合金) 單槽直刃刀具(硬質合金)
主要性能:二(er)D切(qie)割、二D雕刻。
雕(diao)刻適用材(cai)質:天然木料、合成木料、塑膠(jiao)。
特點:專用木(mu)料(l����iao)(liao)加工刀具,此類雙刃刀具用於加工木(mu)料(liao)(liao)及合成木(mu)料(liao)(liao),碎屑排除方(fang)便(bian)、刀體(ti)堅固,經久耐用,加工效果好(保(bao)證(zheng)表(biao)面無毛邊)。
主要性能:二D切割
適(shi)用材(cai)(cai)質:軟木、中密度和中等硬度的(de�������)木材(cai)(cai)�����、也(ye)可用於彈性(xing)防磨擦(ca)塑膠。
特點:結合�������(he)了開(kai)槽設計和單刃幾何(he)設計,便於快速切(qie)削(xue)時(shi)碎屑自(zi)動清除。
球頭銑刀(硬質合金) 雙刃直(zhi)槽銑刀(硬質合金)
主要性能(neng):三D雕刻、二(er)D切割。
雕刻適用材質:壓(ya)克力、黑色金屬。
注(zhu)意(yi)事項(xiang):球(qiu)銑刀(dao)刃寬的(de)選(xuan)擇主要取決於(wu)曲面雕刻(ke)的(de)精度(du)和大小,一般(ban)分(fen)為二次(ci)雕����刻(ke),粗雕可選(xuan)用刃徑較(jiao)大的(de),精雕則應(ying)選(xuan)刃徑較(jiao)小的(de)刀(dao)具。
主要性能:二D平面雕刻、二(er)D切割。
適用材(cai)質:中(zhong)密度纖D板(ban)、硬木、壓(ya)克力。
特點:專為數控雕刻MDF材質而設計,結(jie)合了特製硬質合金(jin)(jin),硬質刀體和高級刀刃幾何,經久耐用,在有���(you)色金(jin)(jin)屬粗加工也有(you)著很高的工作(zuo)效(xiao)率。
清底(di)刀具(硬質合金) 單刃柱刀(硬質合金)
主(zhu)要性(xing)能:銑(xian)底
適用(yong)材質:壓(ya)克力、PVC、中(zhong)密度板。
注意事項:任何一臺雕(diao)刻機在(zai)工作時(shi)都要保持(chi)雕(diao)刻平面的������(de)平整,特別(bie)在(zai)做(zuo)�����二D雕刻和三D雕刻時有些(xie)雕刻者往往為了省事而(er)馬虎(hu),結果(guo)雕刻的產(chan)品大多不合(he)格,��������或者需要人(ren�����)工修改。
主(zhu)要性能:二D切(qie)割
適用材質:雙色板、塑膠板、也(ye)可用於3MM以下厚壓克力。
注意事項:切割(ge)雙(shuang)色板(ban)如無特殊要求,平(ping)常(chang)用成品尖(jian)(jian���)刀(dao)(dao)就可(ke)以切割(ge),但尖(jian)(jian)刀(dao)(dao)切割(ge)後容易鈍化,再雕刻時就會毛(mao)邊。單刃柱刀(dao)(dao)的(de)設計原(yuan)理同尖(jian)(jian)刀(dao)(dao),但�������它(ta)是垂直切割(ge)不帶有(you)坡度,特別適合鑲嵌工藝的(de)設計。
三刃螺旋銑刀 (硬質合金) 花邊刀系列(硬質合金)
主(zhu)要性能:切(qie)割、雕(diao)刻
適用材質:壓(ya)克力、PVC
主要性能:倒角、切割(ge)
適用材(cai)質:壓克力、木(mu)料
注意事項:此款刀具最適(sh������i)合������中(zhong)密度板的倒(dao)角,在加工壓克力時,雕刻速度應放慢,超過5MM厚(hou)時建議使用分層雕刻功能(neng)。
1/8”(3.175MM)微型菱齒(chi)銑刀頭 1/8”(3.175MM)微型鑽
適用材質:印刷電(dian)路(lu)板
注意(yi)事項:硬(ying)質合金微型菱齒銑刀(dao),銑刀(dao)直(zhi)徑從Φ0.8mm至Φ3.175mm,柄徑為1/8”,並能(n��������eng)按(an)客(ke)戶(hu)要求生產(chan)長槽型(xing)銑刀(dao)。 �����
其(qi)特性(xing)如下:
1、使用超細晶粒硬質�����(zhi)合(he)金材料,具有(you)良好的銑(xian)、削性(xing)能,保證高(gao)的工作(zuo)效率。
2、有足夠的抗彎(wan)強度(du)和耐磨性。
3、銑槽、主板邊(bian),表面潔淨、整齊、無毛刺。
4、規格0.8-3.175MM
5、適用:印刷電(dian)路板
該(gai)刀種與國內外數控機(ji)床配套,鑽頭直徑從Φ0.3mm至(zhi)Φ6.5mm,柄徑為(wei)1/8”,並能按客戶要求生(sheng)產(chan)系列鑽(zuan)頭。
其特性如下:
1、採(cai)用(yong)超細晶粒硬(ying)(ying)質(zhi)合金(jin)材料(liao),產品硬(ying)(ying)質(zhi)高、韌性好、適合於(wu)PC������B行(xing)業的(de)高效率生(sheng)產條件,保證良好的(de)耐磨性能和使用(yong)壽命。
2、尺寸精(jing)度高,形(xing)位誤差(cha)小,鑽(zuan)孔(kong)偏(pian)心極微,孔(kong)壁光(guang���������)潔平(ping)整(zheng)。
3、型號(hao)規格多(duo),便(bian)於用戶選擇所需產品。
4、承(cheng)接非標鑽頭加長(chang)型產品。
整(zheng)體(ti)硬(ying)質合金反螺紋銑刀 整(zheng)體硬質合(he)金(jin)雙(shuang)刃直槽牛(niu)鼻刀
刀具(ju)材質(zhi):採(cai)用進口超(chao)細晶粒(li)硬(���ying)質(zhi)合金材料。
刀具性(xing)能:專用(yong)於Cr12的材料開(kai)槽(cao)和去粗加工。
使用(yong)特點(dian):該刀具、在加工(gong)Cr12材料時,無論在(zai)耐(nai)用度上、還是�������加工的精(jing)細程(cheng)度上都有上乘(cheng)的表現。其(qi)加工噪(zao)音低、切削平�����(ping)穩。
規格:Ø3.175X1.5X5X40 Ø3.175X2.0X6X40
刀(dao)具材(cai)質:採用進口超細晶(jing)粒硬(ying)質合金材(cai)料。
刀具用途:用作曲面和(he)平面的(de)混合形體(ti)的(de)加工(gong)。
������使用特點:在加(jia)工(gong)曲面(mian)和平面(����mian)的(de)聯接處有較好的(de)加(jia)工(gong)效果。
規(gui)格:柄徑3.175MM,刃徑3MM,刃長8MM,圓(yuan)弧0.5MM。
雙(shuang)刃直(zhi)槽雕刻刀
刀具材質:採用(yong)進口超細晶粒硬(ying)質合金材料。
刀具用途:專用於高頻模(mo)具和滴塑模(mo)具的(de)開槽及材(c�������ai)料去粗加工。還可�����用來有機,硬(ying)木,二D雕(diao)刻底部平(ping)整(zheng),速度快(kuai)。
使用特(te)點:該刀強度好、刀具(ju)鋒利、加工效果和加工效率極佳。
刀(dao)具規格:刀(dao)具直徑 3.175mm,刀具(ju)角度 0°-90°,刀尖直徑 0.5以(yi)上
1.3D雕(diao)刻(ke)刀,同心度高,刃口鋒(feng)利,可做精密3D雕(diao)刻加(jia)工。
2.高密(mi)度板,實木推薦(jian)使用棱(leng)齒銑(xian)刀。
3.多層板,夾板加(jia)工,推薦(jian)使用雙(�������shuang)刃(ren)直(zhi)槽銑刀(dao)。
4.精密小型浮雕(diao)加(jia)工,推薦(jian)使(shi)用圓底刻刀。
5.密度板(ban)切(qie)割(ge)加(jia)工(gong)(廣(guang)告開模用),推薦使(shi)用雙(shuang)刃大排屑(xie)螺(luo)旋銑刀(dao),它具(ju)有(you)兩條(ti������ao)高容量的排屑(xie)槽,雙(shuang)刃設計,既(ji)具(ju)有(you)很(hen)好(hao)的排屑(xie)功能(neng),又(you)達到(dao)很(hen)好(hao)的刀(dao)具(ju)平衡,在加(jia)工(gong)中高密度板(ban)時,不發黑,不帽煙,使(shi)用壽命長等特點(dian)。
6.鋁板切(qie)割(ge)加工(gong),推薦使用(yong)(y�����ong)�����(yong)單刃專用(yong)(yong)(yong)鋁用(yong)(yong)(yong)銑刀(dao)。加工(gong)過程中不粘刀(dao),速度快,效率高。
7.上下(xia)面無(wu)毛刺切割(ge)加工,推薦使用單刃,雙刃上下(xia)切銑刀(dao)。
8.金(jin)屬(shu)雕刻(����ke)加(jia)工,推(tui)薦使用單刃,雙刃直槽平底尖(jian)刀。
9.壓克�������力切割加(jia)工,推薦使(shi)用單刃螺旋銑刀(dao),特點是(shi)加(jia)工時無(wu)煙無(wu)味,速度快(kuai),效率高,不粘�������屑(xie),真正環保,其(qi)特殊(shu)的制造(zao)工藝保證加(jia)工壓克力不爆口(kou),極細刀(dao)紋(甚(shen)至無刀紋),表面光潔(jie)平整。加工(gong)表面需達到(dao)磨砂效(xiao)果,推薦使(shi)用雙刃三刃螺(luo)旋銑刀。
10.壓克力鏡面(mian)雕(diao)刻加工推(tui)薦使用金剛石雕(diao)刻刀(dao)。
11.粗加工刨花板等推薦使用多條紋銑刀。
12.金屬模具加(jia)工銑刀(dao)(dao),推薦使用鎢鋼(gang)銑刀(d������a�������o)(dao),表面鍍紫黑色加(jia)硬鈦。
13.軟(ruan)木,密度板,原生木,PVC,壓克力大(da)型深浮雕加工,推薦(jian)使用單刃螺(luo)旋球頭銑刀。
14.下切刀(dao)的(de)使用效果,加������(jia)工產品上(shang)表面無毛刺,加(jia)工時(shi)不會翹板
|